Automakers have always looked to using the right steel in the right places in the production of automobiles. It was the emerging automobile industry of the early 1900s that ushered in the era of alloy steels. In the first years of automobile production, formability and expenses were the primary driver in the steels used. Strength of the steel was less of a concern during this time as thickness was added if additional strength was needed. High Strength Low Alloy (HSLA) steels became popular in automobiles through the 1950s and ’60s. The use of HSLA steels was driven by the increasing safety regulations common in the industry. While HSLA steels proved good mechanical properties, their ductility and formability were not as much as necessary to manufacture press-formed car components. The development of the first phase of Advanced High Strength Steels (AHSS), specifically Dual Phase (DP) steel, was the solution to the problem of maintaining good mechanical properties while having the ductility and formability required for producing press-formed parts.
Dual Phase and Advanced High Strength Steels

“Steels are humankind’s most important structural materials, enabling technology breakthroughs in various fields, such as energy, transportation, safety, and infrastructure. Profound progress in these fields has been achieved through the development of AHSS, fueled by the conflicting demands on the automotive industry to simultaneously improve crash safety and fuel economy. The engineering and scientific interest in DP steel, one of the earliest and most prominent examples of AHSS, has been especially strong in the last decade. DP steel is the flagship of AHSS, which were the first among various candidate alloy systems to find application in weight-reduced automotive components” (Tasan, 2015, p. 391).
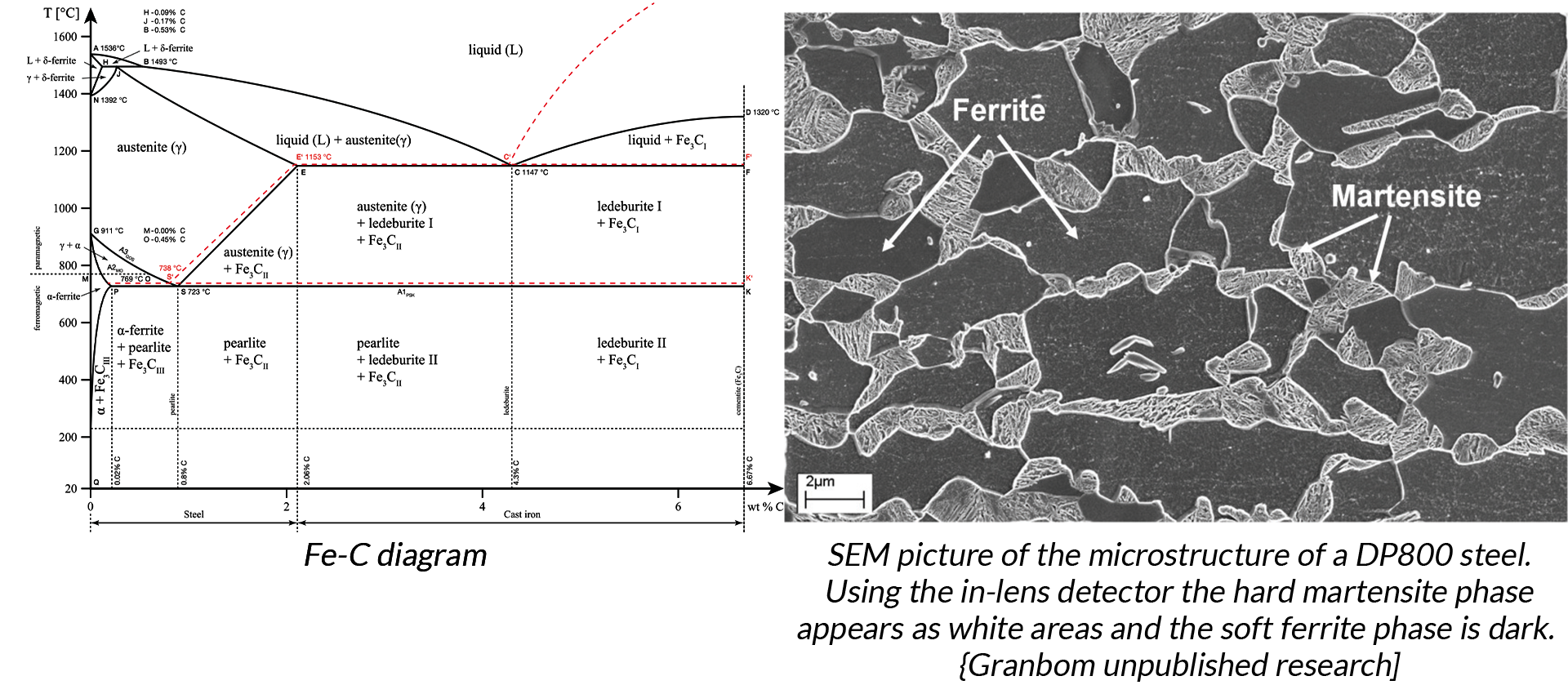
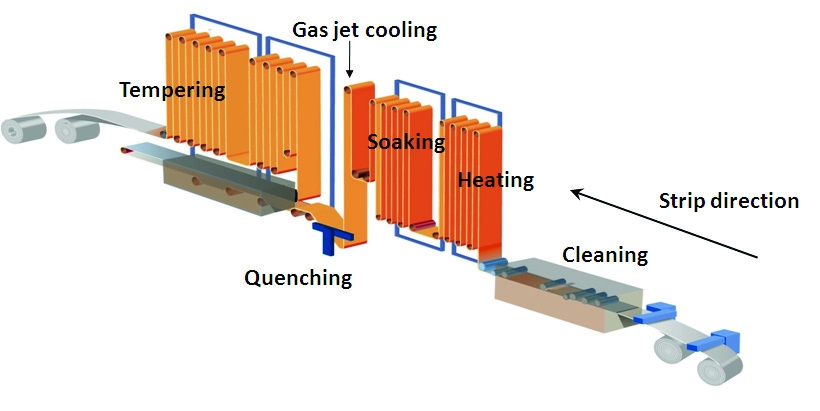
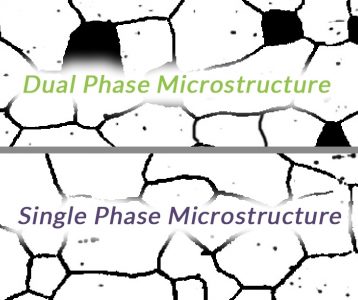
The term “dual phase steels” refers to a class of high strength steels which is composed of two phases: commonly a ferrite matrix and a dispersed second phase of martensite, retained austenite, or bainite. Docol® Tube R8 is a ferrite matrix and a dispersed second phase of martensite DP Steel. “The most common way of producing DP steels is by the cold rolling of low alloy (LA) steels followed by intercritical annealing in a continuous annealing line, here referred to as CAL. The term intercritical refers to the two phase field of austenite/ferrite in the Fe-C diagram. The austenite phase will transform to martensite when quenching, provided the proper hardenability of the steel and a sufficient cooling rate. The result is a structure with a soft continuous phase of ferrite with imbedded hard particles of martensite” (Granbom, 2010 p. 3).
The first mention of steels with two phases can be found in a few studies and patents from the 1930s and 40s, but it wasn’t until the 1960s that fundamental studies of DP started. It was initially investigated as an alternative to rephosphorized grades for tinplate applications. “Then in the 1990s, two significant contributions were made on the development of DPs: a correlation between the strength and the volume fraction of martensite was determined, and the properties of ferrite-martensite steels processed by continuous annealing were discussed. It was at this moment when these kinds of steels were first referred to as ‘dual phase’ steels” (Enrique, D. (2014), p. 10).
The next major AHSS breakthrough came in the mid-1990s when steel suppliers further refined thermalmechanical processing and the building of equipment like continuous-annealing lines. This is when the AHSS we know now began being produced. In 1994, a consortium of 35 major sheet-steel producers around the world launched the UltraLight Steel Auto Body (ULSAB) series of programs to design and build a lightweight steel autobody structure to meet new safety and performance targets. In 1998 they revealed the first body-in-white, what automakers call a car’s basic skeleton, produced from AHSS validating the programs design concepts.
After the turn of the century into the 2000s, the use of AHSS steels has steadily increased in the production of automobiles. Further research has been done producing a second and third generation of AHSS. The second and third generations of AHSS has allowed automakers to significantly reduce automobile weights, improving efficiency without sacrificing the safety of its occupants. By 2020, it is anticipated the that 60% of the steel used in automobiles will be AHSS.
Introduction of Dual Phase Steel into Racing - Docol® Tube R8

The racing industry has been quick to adopt the Dual Phase Advanced High Strength Steel, Docol® Tube R8, produced by SSAB. Today, there are thousands of cars competing in almost every form of racing including drag cars, late models, sprint/midgets, sport cars, go karts, land speed cars, World Rally Cars, motorcycles, snowmobiles, BMX bikes, and even sport aircrafts. It is currently accepted by the NHRA in all classes, SFI, FIA, USAC, World of Outlaws, all Lucas Oil Racing Series, SCCA, POWRi, Can Am Midget series, World Rally Car, BMW Car Club, Pikes Peak International Hill Climb, World Figure 8, and many more sanctioning bodies.
In 2007 and 2008, Al Lowe, President of A.E.D. Metal Products and Murf McKinney of McKinney Corp. started discussing the use of higher strength steel tubes for the use in Top Fuel dragsters over the predominantly used 4130 Chrome Moly after two significantly impactful incidents during the 2007 NHRA Season. While 4130 has been the go-to material in racing since the 1950s, its capabilities cannot keep up with performance demands of today's racecars. 4130 seamless tube was first produced between 1915 and 1920 for use in aircraft structures. 4130 has seen many improvements in the manufacturing process, and while this has created a much more consistent product, the material itself is essentially the same.
Comparison Report: Docol® Tube R8 vs 4130 Chrome Moly
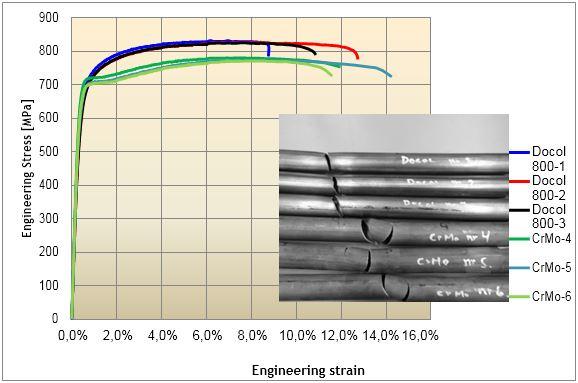
In early 2009, A.E.D. partnered with ME Racing and SSAB, set out with the goal to bring AHSS to motorsports. After many discussions with industry experts, it was concluded that a Dual Phase 800 megapascal steel would offer a safer, stronger and more consistent alternative to 4130 Chrome Moly Cold Drawn Seamless Tube. In 2010 ME Racing sanctioned SSAB AB to perform practical testing for both Docol® and 4130 tube. This consisted of tensile testing, testing of T-Joints and Three Point Bending. These were some of the very first tests to be done comparing Docol® and 4130, and the conclusions included:
.
.
- The mechanical properties of the Docol® 800 DP-tubes are very similar to the 4130 Chrome Moly tubes. The Docol® tubes have slightly higher yield strength and higher tensile strength, and the elongation values were better than the 4130.
- The Docol® tubes showed a better controlled fracture compared to the 4130 tubes.
- The results from the tests of the welded T-Joints were quite similar even though the thickness and the diameter of the Docol® tubes were smaller.
- The 4130 tube with the locally reduced thickness positioned at three o´clock showed reduced performance at Three Point Bending.

On November 5, 2012, SFI approved Docol® Tube R8 as an acceptable structural material for roll cage construction. This addition came after an extensive engineering review by SFI and the pertinent technical committees. It was approved for the use in 25.1F, 25.2A, 25.3A, 24.4A, and 25.5A cars. Then on October 21, 2013, SFI approved Docol® Tube R8 for the use in construction of Top Fuel and Nitro Funny Cars (SFI Spec 2.3 & 10.5).
In June 2013, Al Lowe traveled to Sweden to visit SSAB to oversee the final stages of production and inspect the very first order of Docol® Tube R8 destined for the United States. Later that year, 12 sizes of Docol® Tube R8 were ready for distribution in September. By 2014, racecars built with Docol® Tube R8 were competing on racetracks across the country.
2014




2015


2016



2017


2018



2019
Sign up for our monthly newsletter below to stay up to date with articles like this one from A.E.D.!
High Strength Steel vs Advanced High Strength Steel
The principal difference between conventional High Strength Steel (HSS... View Story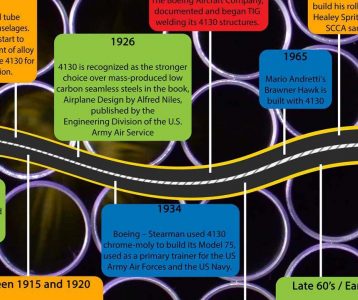
The History of 4130 Cold Drawn Seamless Round Tube
4130 seamless tube is the product of two emerging technologies of the ... View Story